Станции управления типа Каскад-Р. Каскад сварочный аппарат
Сварочный инвертор "ММА 200", устройство, ремонт.
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:

Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.

Коротко о самой схеме.
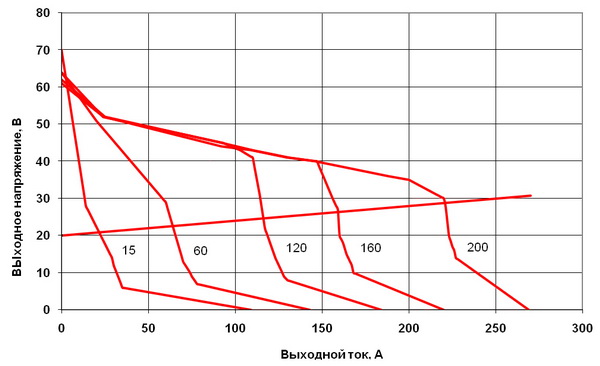
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.

Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.

Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:

Проверка напряжения 25 В на плате:

Проверка напряжения 12 В на плате:

После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.

Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
radiomasterinfo.org.ua
сварочный аппарат каскад
 RSS лента по запросу сварочный аппарат каскад
RSS лента по запросу сварочный аппарат каскадсварочный аппарат каскад у КАСКАД МагазинМагазин «КАСКАД» предлагает: мотоблоки и мотокультиваторы, запчасти к ним, навесные орудия: плуги, окучники, картофелекопы, грузовые телеги, косилк…
Посмотреть все результаты поиска "сварочный аппарат каскад" в каталоге
Попробуйте поиск с параметрами iUral "сварочный аппарат каскад"
Нижний Тагил, Черных ул., 46А этаж 2 Продажа в кредит, оформление на месте. Максименко Елена
Екатеринбург, Монтерская ул., 3/54 территория завода РТИ Сварочные горелки. Жукова Мария
Новости
Во время кризиса рынок расходных материалов претерпел изменения: сократились поставки из-за рубежа, не в лучшую сторону изменились рынки сбыта. Это обусловлено переходом потребителей на более дешёвые материалы, но, с другой стороны, экономия на покупке нового оборудования требует более частой замены деталей и частей. По всей территории Свердловской области достаточно равномерно распределены компании, занимающиеся поставками расходных материалов, сюда относятся и материалы для офисной техники, и комплектующие для автомобильного транспорта, и расходные материалы для промышленного оборудования. В декабре, когда все готовятся к новогодним праздникам, торговые точки проводят распродажи и дарят скидки.Рынок расходных материалов на Урале, декабрь 2016 года
Картофель по праву называют вторым хлебом, этот продукт может прокормить всю семью, повезло тем семьям, у которых есть участки, где немало места выделено для выращивания картошки, всю долгую уральскую зиму они могут лакомиться ею. Правда, длительная летняя жара в этом году повлияла на то, что в некоторых районах области собрали незначительный урожай картофеля. Но сейчас в магазинах Свердловской области нет недостатка в картофеле, выращенном на Урале, его можно приобрести по приемлемой стоимости.Картофель на Урале осенью 2016 года
Узлы, агрегаты, запчасти для промышленного оборудования – необъятная и многоплановая сфера. Можно выделить несколько аспектов: это теоретическая сторона, связанная с разработкой, собственно производство и рынки сбыта. Для Урала нет какого-то одного характерного направления по разработке, производству и сбыту узлов и агрегатов, всё зависит от особенностей той или иной отрасли. Некоторые крупные заводы, имеющие технические и экономические резервы, помимо выпуска машин и оборудования производят ещё узлы и агрегаты к ним, другие специализируются исключительно на узлах и агрегатах, и дела у них идут неплохо, третьи закупают детали за рубежом. Общая тенденция осени – повышение спроса на узлы и агрегаты для оборудования, наибольшее число предприятий данного профиля сосредоточено в Екатеринбурге, Нижнем Тагиле, Первоуральске, Каменске-Уральском.Узлы и агрегаты для промышленного оборудования и транспорта на Урале осенью 2016 года
Инструмент - товар внесезонный и всегда необходимый, это относится как к профессиональным организациям, так и к рядовым уральцам, которые затеяли дома ремонт. Если к ручному инструменту у потребителей нет каких-то особых требований, то, начиная выбирать электроинструмент, уральцы повышают свои требования: они не готовы покупать китайскую продукцию, хотя, надо заметить, что оттуда поставляется неплохой электроинструмент. Покупатели ищут на полках марки «Bosch», «Hitachi», «Makita» и другие известные бренды, однако надо быть внимательным – многие из них подделки. К тому же цены на иностранный инструмент существенно подросли, но нашим производителям тоже есть что предложить, в регионе реализуется несколько десятков наименований инструмента, это происходит и в строительных гипермаркетах, и на рынках, и в крупных торговых центрах, и на самих предприятиях, которые занимаются производством/продажей инструмента.Инструмент в октябре 2016 года на Урале
Несмотря на сложности в российской экономике, уральская промышленность продолжает развиваться, в первую очередь, это относится к основополагающим для Свердловской области отраслям – металлургической и машиностроительной. В связи с этим не спадает спрос на оборудование, различные детали, узлы для механизмов и устройств. Присутствие зависимости от импорта неодинаково сказалось в разных отраслях, можно отметить некоторые попытки реального замещения отечественными узлами и агрегатами, но чаще всего они упираются в ценовой тупик, создаваемый дисбалансами в экономике. Работают как промышленные гиганты, так и небольшие предприятия, занимающиеся выпуском востребованной продукции для производства и населения.Промышленное оборудование, детали, узлы, инструмент в сентябре 2016 года на Урале
В конце лета – начале осени наблюдается повышение интереса к изоляционным материалам, крепёжу и инструментам, потому что и в домах, и в офисах идёт подготовка к отопительному сезону. Из-за продолжающегося экономического кризиса производители начали повышать цены и искать рынки сбыта за рубежом, но жители Среднего Урала желают покупать отечественную продукцию по адекватной стоимости. Изменила ситуацию проводившаяся в середине лета в Екатеринбурге выставка ИННОПРОМ-2016. Стало ясно, что есть возможность поддерживать баланс спроса и предложения в сфере изоляционных материалов, крепежа и сопутствующих инструментов.Изоляционные материалы, инструмент и крепёж на Урале в августе-сентябре 2016 года
Нижний Тагил в этом году представляет собой сложное переплетение экономических и экологических проблем. Особая важность предприятий, расположенных в этом городе, привлекает внимание федеральных властей, и улучшение финансирование города из бюджета, и различные программы по улучшению качества воды и воздуха в городе должны привести к положительным изменениям, пока посмотрим на исключительно экономическую ситуацию, потребление товаров и услуг, производство - востребованные организации и типы услуг. Как и во всяком уральском городе, довольствующимся коротким летом, июньские дни вливают новую энергию в рынок материалов для строительных и отделочных работ и в Нижнем Тагиле. Есть явные фавориты автосервиса, стабилен спрос на ремонт и техосмотр иномарок. Интересная деталь, юристы и в летнем городе не снижают оборотов деятельности, у них достаточно клиентов, судя по статистике спроса на услуги адвокатов.Нижний Тагил в начале лета 2016 года
Летом возрастает популярность велоспорта среди детей и взрослых, конечно же, велосипед покупается не на один сезон, но дети подрастают и регулярный всплеск спроса гарантирован в тёплые дни года, полные энергии и желания быть на свежем воздухе. Мотоциклы и мотоэкипировку предлагают специализированые салоны, здесь всё совершенно ясно - это не просто увлечение, в нём есть и модные тенденции и субкультуры, формирующие имиджевые потребности не слабее среды деловых отношений. Для летнего спорта и отдыха несложно подобрать снаряжение в уральских магазинах, разберемся, что выбирают покупатели.Мотоциклы и велосипеды - продажа, обслуживание, рынок запасных частей, спорт и отдых на Урале в первой половине 2016 года
Недорогая одежда и обувь белорусского производства пользуется популярностью на Урале. Так же хорошо себя зарекомендовали отделочные материалы из Восточной Европы. И, конечно же, Болгария - горящие туры в знакомую и понятную страну постоянно держат на виду турфирмы в Свердловской области.Беларусь и страны Восточной Европы на Урале весной 2016 года
Садоводы активно покупают рассаду и саженцы плодовых и декоративных растений. Спросом пользуются строительные и отделочные материалы, а также инструменты для дома и дачи. Создать собственный неповторимый стиль поможет индивидуальный пошив из разнообразных тканей, а также косметика и парфюмерия.Урал в первые рабочие дни мая 2016 и праздники
Бытовой инструмент уральцы используют дома и на даче. Профессиональный инструмент покупают для строительства и производства. Ремонт любого инструмента предлагают местные мастера.Инструмент и ремонт инструмента на Урале в феврале 2016 года
Долгие выходные вызвали спрос на товары для ремонта, творчества, рукоделия. Шубы в январе покупали со скидками и шили на заказ. Популярностью на Урале пользовались игрушки, бытовая техника и электроника.Спрос в январе 2016 года на Урале - производство, товары и услуги
Летняя ремонтно-строительная активность никак не может обойтись без сварки, необходимой для прочного соединения металлоконструкций и не только. В первую неделю августа спросом пользовалось различное сварочное оборудование, а так же обучение и аттестация в данной сфере. Сварочное оборудование на Урале в первую неделю августа 2015 года
Рассматривая то, что интересовало уральцев больше всего в первую неделю августа, можно сказать что лето продолжается! Популярны садоводство, автомобильная тематика, медицинские учреждения и различные информационные ресурсы. Тема образования напоминает о скором наступлении осени. Популярные товары и услуги на Урале, первая неделя августа 2015 года
Июль – сезон строительно-ремонтной активности. Этому способствует относительно-теплая погода и сезон отпусков. Посмотрим, где продается инструмент, необходимый для строительства и ремонта.Лидеры продаж инструмента на Урале в июле 2015 года
Медицина, страхование, развлечения и сады с огородами одержали победу во второй половине июня на всей территории Урала. Конечно же, много серьёзной работы и контактов в сфере сельского хозяйства, ремонта инструмента и стабильный спрос на автозапчасти. Свердловская область одинаково успешно продаёт розы и щебень, в крупных городах пользуются спросом вещевые рынки и стройматериалы. В июне система высшего и профессионального образования привлекла много внимания.
Посмотрим в деталях, кто сделал хорошую выручку, и какими организациями интересовались больше всего в эти жаркие грозовые дни.Розы и щебень, лидеры продаж и оказания услуг 15-28 июня 2015 года на Урале
Посмотрим над чем трудились и как развлекались жители Нижнего Тагила на прошлой неделе. Нашлось время и мудрой заботе о здоровье, и подвигам на выходных. Нашлись покупатели кондитерской продукции, товаров для рыбной ловли, мотоблоков и лодочных моторов. Посмотрим детальнее на июньские интересы нижнетагильцев. Вторая неделя июня 2015 года в Нижнем Тагиле
В июньский понедельник, случившийся 8 числа, на Урале сложилась деловая атмосфера, посмотрим на её компоненты. Узнаем, что было важно для жителей Свердловской области. За выходные многие уральцы приняли решение обновить бытовую технику и весь день активно пользовались популярным Интернет-магазином, заметную долю в интересах занимают заботы о здоровье, много внимания уделили электронной записи приём к врачам. Саженцы распространяются по области в значительных количествах, благодаря известному питомнику. Сохраняется спрос на цыплят от Свердловского Племенного Завода.Зонты и всё остальное в понедельник на Урале
В Екатеринбурге продолжается жара, лето на Урале пробудило к жизни традиционное хозяйство, поражает воображение количество посаженого и политого.
К сожалению, не упал интерес к записи на приём в больницы, уральцы осваивают систему электронной регистратуры столь же интенсивно, как осенью и ранней весной.
Владельцы автомобилей Форд очень активно улучшают ходовые качества, для уверенного вождения на летних дорогах, спрашивают всё, от солнцезащитных козырьков, до проставок под пружины и двигателей. Самые популярные модели: Форд Фьюжен, Форд Фокус (первый и второй), Форд Мондео, Форд Си-Макс. Есть интерес к заказу запчастей Форд с доставкой по России. Форды, Газели и Рено набирают обороты, саженцы и серебро не теряют привлекательности
Первый день лета принёс новые веяния, среди лидеров есть детские оздоровительные лагеря, магазины строительных материалов. Обозначил своё присутствие крупный поставщик облицовочной плитки и кислотоупорных материалов, отделочные материалы набирают новую высоту, начался сезон обновлений и ремонтов не только у горожан, но и в организациях, требующих отделки по ГОСТу технических помещений, сюда входят детские сады, производственные помещения ресторанов и кафе, автомойки, кто-то берёт для личного гаража облицовочную плитку с повышенной износостойкостью. Плитка, Форды и Пежо обновляют максимумы
В последнюю неделю мая установилась приятная летняя погода и припекающее солнце пока лишь развлекает горожан в будни и выходные. Такая погода, как выяснили наши эксперты, способствует возникновению интереса к вопросам автострахования и ремонта лодок. Причастные лица от комментариев отказались, поэтому, обратимся к статистике.Лодки и автостраховщики
Постоянная ссылка: сварочный аппарат каскад
vopros.iural.ru
О компании «Каскад»
ОБЪЕДИНЕННАЯ ПРОМЫШЛЕННАЯ КОМПАНИЯ «КАСКАД»
«КАСКАД» обладает богатейшим опытом и компетенцией в области производства заборной сетки в Северо–Западном регионе. Мы реализовали проекты самых разных масштабов. Инвестиции в наше производство позволили установить современное автоматизированное оборудование. За счет этого человеческий фактор и погрешности в производстве приведены в минимум
О компании Каскад
Объединённая промышленная компания Каскад - это надёжный Российский производитель и поставщик современных систем ограждения. Мы располагаем двумя предприятиями полного цикла на территории Ленинградской области и Краснодарского края, центральным офисом в г. Санкт-Петербурге и 7 офисами продаж в различных регионах. Одним из основных направлений деятельности компании, является производство и монтаж 3D панелей c полимерным покрытием. Наша продукция активно используется для ограждений коммерческих, режимных и государственных объектов и соответствует всем стандартам качества.
Каталог продукции 2017
Вакансии


История компании
07 феврале 2007г. на территории промышленной зоны города Приморск, в ещё строящемся цеху №1, произошёл первый физический пуск оборудования по производству сварной сетки. Именно этот день, считается по праву днём рожденья нашей компании. История компании Каскад - это 11 лет неуклонного развития, за которыми стоит каждодневный труд сотен сотрудников по всей территории РФ, обеспечивающих безостановочную работу предприятий и высокое качество выпускаемой продукции.
Подробнее
Наши технологии
Все производимые нами системы ограждений, отвечают современным отраслевым и государственным стандартам и сохраняют чистоту окружающей среды. Наносимое на секции специальное полимерное покрытие, обладает высокой устойчивостью к экстремальным температурам, защищает 3D секции от ультра-фиолетовых лучей, коррозии и агрессивного воздействия прибрежной морской полосы и атмосферных осадков Крайнего Севера.
Подробнее


Команда Каскад
Мы считаем, что для достижения успеха в выбранном направлении, необходима прежде всего сильная и сплочённая команда. Именно поэтому, приоритетной задачей нашей компании, является забота о людях. Мы любим и ценим наших сотрудников. Благодаря их самоотверженной работе, мы добиваемся поставленных целей и предлагаем лучший продукт на территории РФ.
Подробнее
www.cascade.su
Компания Каскад - все виды сварки ПНД
Сварочные работы ведутся на высококачественном и современном оборудовании опытными специалистами. Наши специалисты ежегодно проходят повышение квалификации и обучение в соответствие с требованиями и стандартами. Даем гарантию на все сварочные работы. Осуществляем автономный и оперативный выезд на территории Москвы и Московской области. Так же возможен выезд в другие регионы РФ.
Мы гарантируем индивидуальный подход к каждому клиенту и предложим выгодные условия для сотрудничества.
|
O, мм |
SDR |
Цена за стык |
Стоимость аренды электрогенератора. Минимальная стоимость работ. |
|
|
63 |
26-11 (PN6-16) |
220,00р. |
6 кВт 220V 3000 р./смена Минимальная стоимость работ выполненных за одну рабочую смену от 14 000 рублей. |
|
|
75 |
26-11 (PN6-16) |
270,00р. |
||
|
90 |
26-11 (PN6-16) |
320,00р. |
||
|
110 |
26-11 (PN6-16) |
450,00р. |
||
|
160 |
26 (PN6) |
620,00р. |
||
|
17 (PN10) |
650,00р. |
|||
|
11 (PN16) |
750,00р. |
|||
|
180-200 |
26 (PN6) |
900,00р. |
6 кВт 220V 4000 р./смена Минимальная стоимость работ выполненных за одну рабочую смену от 15 000 рублей. |
|
|
17 (PN10) |
1 000,00р. |
|||
|
11 (PN16) |
1 100,00р. |
|||
|
225 |
26 (PN6) |
1 200,00р. |
||
|
17 (PN10) |
1 300,00р. |
|||
|
11 (PN16) |
1 400,00р. |
|||
|
250 |
26 (PN6) |
1 400,00р. |
||
|
17 (PN10) |
1 600,00р. |
|||
|
11 (PN16) |
1 700,00р. |
|||
|
280 |
26 (PN6) |
1 800,00р. |
||
|
17 (PN10) |
1 900,00р. |
|||
|
11 (PN16) |
2 000,00р. |
|||
|
315 |
26 (PN6) |
2 000,00р. |
||
|
17 (PN10) |
2 100,00р. |
|||
|
11 (PN16) |
2 300,00р. |
|||
|
355 |
26 (PN6) |
2 500,00р. |
8 кВт 400V 6000 р./смена Минимальная стоимость работ выполненных за одну рабочую смену от 17 000 рублей. |
|
|
17 (PN10) |
2 700,00р. |
|||
|
11 (PN16) |
2 900,00р. |
|||
|
400 |
26 (PN6) |
2 800,00р. |
||
|
17 (PN10) |
3 000,00р. |
|||
|
11 (PN16) |
3 300,00р. |
|||
|
450 |
26 (PN6) |
3 300,00р. |
||
|
17 (PN10) |
3 600,00р. |
|||
|
11 (PN16) |
3 900,00р. |
|||
|
500 630 |
26 (PN6) |
4 200,00р. |
||
|
17 (PN10) |
4 600,00р. |
|||
|
11 (PN16) |
5000,00р. |
|||
|
17 (PN10) |
6000,00р. |
|||
|
11 (PN16) |
6000,00р. |
Сварка деталями с закладными нагревателями. (Электромуфтовая):
|
Ø, мм |
Цена за стык |
Минимальный заказ* |
|
|
Москва и до 30 км от МКАД. |
Более 30 км от МКАД |
||
|
90 |
300р. |
Минимальная стоимость работ выполненных за одну рабочую смену От 12 000 рублей. |
От 14000р. |
|
110 |
400р. |
||
|
160 |
800р. |
||
|
225 |
900р. |
||
|
250 |
1400р. |
||
|
280 |
1700р. |
||
|
315 |
1900р. |
||
|
350 |
2900р. |
||
|
400 |
2900р. |
||
|
500 |
3900р.
|
||
Сварка пластмасс ручным экструдером:
-
Стоимость 1 погонного метра 1500 рублей.
-
Минимальная стоимость работ выполненных за одну рабочую смену от 10 000 рублей.
При отсутствии электроэнергии на объекте, предоставляем электрогенератор от 3 000 руб./смена.
В зависимости от объема и условий работы предоставляются скидки. Возможна сварка полиэтиленовых труб других диаметров. Для уточнения деталей звоните или оставьте заявку в разделе Контакты. Все цены указаны с НДС.
Все работы выполняются квалифицированным персоналом с использованием импортного оборудования.
Минимальный объем работ выполняемых за одну рабочую смену. В стоимость входит:
- выезд до объекта с оборудованием;
-работа инженера-сварщика.
При наработке в день больше суммы минимального заказа, стоимость работ рассчитывается за стык.
Применяемое оборудование:
- Аппарат для стыковой сварки протофьюз 315. Производство J.ASauron, Франция.
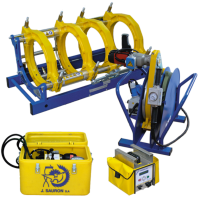
|
Мин. диаметр свариваемых труб |
90 мм |
|
Макс. диаметр свариваемых труб |
315 мм |
|
Напряжение питания |
230 В |
|
Суммарная мощность |
5,14 кВт |
kascad-stroy.ru
Инверторные сварочные аппараты
Сегодня пользуются спросом среди профессионалов и любителей инверторные сварочные аппараты. Оборудование в использовании простое и удобное, качество соединительного шва получается отличным. Сварочный аппарат инверторного типа представляет собой устройство с трансформатором. Он вырабатывает ток, имеющий необходимую силу для работы оборудования. Именно эта деталь обеспечивает необходимые условия работы, поддержку тока для формирования качественного и прочного шва. При выборе характеристик сварочных аппаратов необходимо внимание уделить тому, при каких условиях будет работать устройство. Лучше всего покупать технику, предназначенную для сети с напряжением в 220-230 В. Это обеспечит наличие стабильной дуги, необходимой для качественного шва.

Конструкция сварочного инвертора.
Главное отличие, которым обладают сварочные аппараты инверторного типа, состоит в преобразовании тока для работы. Это позволяет сделать его использование более простым, устройство само регулирует параметры тока, необходимые для выбранного режима работы. Предусмотрены каскады преобразования, специальное оборудование для контроля над условиями работы.
Сегодня многие умельцы делают самодельные бытовые устройства, но лучше всего покупать уже готовые, так как они безопасные и качественные. «Начинка» оборудования не самая сложная, но делать самостоятельные технические устройства лучше при наличии опыта, а не только по найденной схеме. Чтобы не идти в магазин, можно заказать инверторы в каталоге, сегодня многие производители предлагают такую услугу.
Устройство и принцип его работы
Принцип работы инвертора для сварки простой, он основывается на сдвиге фазы напряжения во время увеличения частоты и силы тока. Происходит это каскадным способом, для старта необходимо напряжение в электрической сети минимум в 200 Вт. Частота тока должна составлять 50 Герц. Аппарат во время работы преобразовывает переменный ток в необходимый для его работы постоянный.

Электросхема сварочного инвертора.
После включения преобразователь внутри корпуса постоянный ток снова делает переменным, но вот напряжение его уже понижается при увеличении частоты и силы тока. Этим отличается оборудование от остальных сварочных аппаратов.
Устройство инверторов сварочных:
- источник для получения постоянного тока;
- отличная защита корпуса и начинки от перегрева во время длительной работы;
- преобразователь тока, который необходим для перевода переменного тока в постоянный и обратно;
- особые ключи преобразования;
- реле;
- регуляторы тока.
Для самой сварки используются специальные электроды. К их выбору следует подходить внимательно, так как для каждого типа металла требуется отдельный электрод со своими свойствами. Сегодня производители предлагают различные марки, поэтому всегда можно выбрать подходящий.
Вернуться к оглавлению
Как выбрать инвертор?
При выборе инвертора для сварки необходимо внимание уделять многим критериям, изучить паспортные данные, характеристики, проконсультироваться с продавцом. Основные параметры выбора с учетом характеристик сварочных инверторов:
- наличие функции «горячего старта»;
- форсаж дуги;
- наличие такой важнейшей функции, как антиприлипание во время старта;
- присутствие эффекта примерзания.

Характеристики сварочных инверторных аппаратов
Обычно такие данные о профессиональных сварочных инверторах в паспортах к оборудованию не указываются, но именно они отличают инвертор от обычного дугового сварочного аппарата. Обязательно следует проверить их при планировании покупки. Важно наличие мощного вентилятора, который предотвратит перегрев при длительных и сложных работах, когда делать частые перерывы не получается. Вентилятор убирает всю пыль, защищает оборудование, продлевает срок его службы. Мощность устройства должна быть значительной, но и выбирать излишне сильный не стоит. Почему? Он не будет работать лучше, а станет затягивать пыль внутрь корпуса. Это приведет к поломкам, дорогостоящему ремонту. Чистить инвертор придется намного чаще.
Для качественной работы следует позаботиться о наличии бесперебойника, встроенной защиты от скачков напряжения. Это позволяет устройству действовать даже при сильных перепадах электрической сети, что особенно важно, если использоваться сварка будет не на производстве, а дома. Лучше всего покупать сварочные устройства на 20-25%, но они стоят дороже. В домашних условиях подойдет и на 10-15%, этого вполне достаточно.
Вернуться к оглавлению
Инверторный сварочный аппарат для дома
При выборе инвертора для сварки, который будет применяться дома, надо предпочтение отдавать аппарату с большим диапазоном. Это позволит выполнять работы любой сложности, повысить их качество. Внимание рекомендуется уделить условиям эксплуатации. Например, если сварка планируется в домашней мастерской, то можно брать любой аппарат, но для использования в холодном гараже покупать лучше инвертор, который выдержит понижения температур.

Схема процесса сварки.
Основная часть сварочных инверторных аппаратов предназначена для использования в диапазоне внешних температур в 0-30°C. Это стандартные условия, которые отлично подходят для домашнего использования.
Если есть необходимость в приобретении профессионального сварочного аппарата, то надо выбирать оборудование, способное на бесперебойную 8-часовую работу, но с небольшими перерывами.
Для бытового использования этого более чем достаточно. Для производства покупаются совершенно другие модели, которые могут работать длительное время, однако требуют перерыва в 30 минут.
Обычно для дома специалисты рекомендуют покупать инвертор, который может бесперебойно варить в течение получаса, но ему требуется затем часовой перерыв. Это оптимальный вариант не только по качеству, но и по цене.
Далее внимание следует обратить на диапазон рабочего напряжения. Рекомендуется брать аппараты на 220-230 Вт, т.е. универсальный вариант для бытовых условий. Если же производитель указывает напряжение в 170-230 Вт, то это свидетельствует о невысокой производительности. Такую модель можно использовать для небольшого комплекса работ.
Аппарат с оптимальной мощностью — это инвертор в 16-25 А.
С его помощью можно выполнять даже профессиональные сварочные работы, процесс отличается стабильностью и качеством.
Одним из важнейших критериев является выбор производителя. Можно выбирать через каталог, но предварительно следует ознакомиться с отзывами о самом магазине, качестве его продукции. Приобретать лучше у проверенных поставщиков, желательно, чтобы рядом был сервисный центр. Не следует экономить, так как и без того дорогая покупка обойдется еще дороже во время ремонта или поиска запчастей.
Вернуться к оглавлению
Алгоритм использования устройства

Схема сварочного электрода.
Применение инвертора для сварки простое, именно поэтому такие устройства и пользуются популярностью не только у новичков, но и у профессионалов. Опытные специалисты рекомендуют брать электроды на 4 мм, но для новичка вполне хватит и 2,5-3 мм. Порядок использования инвертора своими руками при сварке такой:
- На свариваемые поверхности устанавливается заземление, выполняется подготовка области, где будет проводиться работа.
- Выбирается оптимальный режим сварки исходя из диаметра электрода, типа металла, его толщины. Важно следить, чтобы не произошло провара.
- После включения инвертора надо аккуратно и плавно чиркнуть электродом по детали, чтобы зажглась дуга, после этого важно соблюдать оптимальное расстояние от детали. В противном случае либо погаснет дуга, либо произойдет прожиг детали, качество шва будет плохим.
- Примерное расстояние — 5 мм, но оно зависит от диаметра, шов делается при помощи выбранного типа движения (их несколько, в основном используется зигзагообразный ход).
- После окончания работ надо выключить инвертор, дождаться, пока металл остынет. Если есть необходимость, то шлак сверху аккуратно своими руками сбивается молотком, но при правильно выполненных работах нужды в этом нет.
Сварочный инвертор — устройство, которое пользуется большой популярностью не только среди новичков, но и опытных профессионалов.
expertsvarki.ru
Станции управления типа "Каскад-Р"
Станции управления типа Каскад-Р предназначены для автоматического, местного и дистанционного управления погружными насосами мощностью от 1 до 130 кВт, а также защиты электронасосов от всех видов аварийных режимов.
Устройство состоит из ящика управления и датчиков, обеспечивающих автоматический режим работы устройства.

Станции серии "Каскад Р-3…" имеют возможность подачи аварийного сигнала за пределы устройства.
Цены на оборудование просьба уточнять у нашего менеджера
|
Тип |
Мощность управляемого электро-двигателя,кВт |
Номин. ток управляемого электро- двигателя, А |
Напря-жение, В |
Габаритные размеры, мм |
Масса, кг. |
|||
|
Длина |
Ширина |
Высота |
||||||
|
Станция "Каскад Р100", работающая в режиме водоподъема. Степень защиты IP 43 |
||||||||
|
Каскад Р-100 |
1,0 |
2,8 |
~ 380 |
430,0 |
245,0 |
380,0 |
20,0 |
|
|
Каскад Р-101 |
1,6 |
4,3 |
||||||
|
Каскад Р-102 |
2,0 |
5,2 |
||||||
|
Каскад Р-103 |
2,8 |
7,0 |
||||||
|
Каскад Р-104 |
4,5 |
10,5 |
||||||
|
Каскад Р-105 |
5,5 |
13,0 |
||||||
|
Каскад Р-106 |
8,0 |
19,0 |
||||||
|
Каскад Р-107 |
11,0 |
25,0 |
||||||
|
Станция "Каскад Р300", работающая в режиме водоподъема и дренажа.Степень защиты IP 43 |
|
|||||||
|
Каскад Р-300 |
1,0 |
2,8 |
~ 380 |
430 |
245 |
380 |
20 |
|
|
Каскад Р-301 |
1,6 |
4,3 |
||||||
|
Каскад Р-302 |
2,0 |
5,2 |
||||||
|
Каскад Р-303 |
2,8 |
7,0 |
||||||
|
Каскад Р-304 |
4,5 |
10,5 |
||||||
|
Каскад Р-305 |
5,5 |
13,0 |
||||||
|
Каскад Р-306 |
8,0 |
19,0 |
||||||
|
Каскад Р-307 |
11,0 |
25,0 |
||||||
|
Каскад Р-310 |
16,0 |
36,0 |
||||||
|
Каскад Р-311 |
22,0 |
48,0 |
||||||
|
Каскад Р-312 |
32,0 |
69,0 |
480 |
305 |
750 |
48 |
||
|
Каскад Р-313 |
45,0 |
94,0 |
||||||
|
Каскад Р-314 |
65,0 |
130,0 |
||||||
|
Станция "Каскад Р300" с амперметром. Степень защиты IP 43 |
|
|||||||
|
Каскад Р-330 |
1,0 |
2,8 |
~ 380 |
430 |
245 |
380 |
20 |
|
|
Каскад Р-331 |
1,6 |
4,3 |
||||||
|
Каскад Р-332 |
2,0 |
5,2 |
||||||
|
Каскад Р-333 |
2,8 |
7,0 |
||||||
|
Каскад Р-334 |
4,5 |
10,5 |
||||||
|
Каскад Р-335 |
5,5 |
13,0 |
||||||
|
Каскад Р-336 |
8,0 |
19,0 |
||||||
|
Каскад Р-337 |
11,0 |
25,0 |
||||||
|
Каскад Р-338 |
16,0 |
36,0 |
||||||
|
Каскад Р-339 |
22,0 |
48,0 |
||||||
|
Каскад Р-340 |
32,0 |
69,0 |
||||||
|
Каскад Р-341 |
45,0 |
94,0 |
||||||
|
Каскад Р-342 |
65,0 |
130,0 |
||||||
|
Каскад Р-315 |
90,0 |
172,0 |
720 |
420 |
1170 |
60 |
||
|
Каскад Р-316 |
125,0 |
239,0 |
||||||
|
Каскад Р-317 |
130,0 |
270,0 |
||||||
|
Станция "Каскад Р500", работающая в режиме водоподъема и дренажа.Степень защиты IP 20 |
|
|||||||
|
Каскад Р-500 |
1,0 |
2,8 |
~ 380 |
265 |
168 |
287 |
5 |
|
|
Каскад Р-501 |
1,1 |
3 |
||||||
|
Каскад Р-502 |
1,5 |
4 |
||||||
|
Каскад Р-503 |
1,6 |
4,3 |
||||||
|
Каскад Р-504 |
2,0 |
5,2 |
||||||
|
Каскад Р-505 |
2,2 |
5,6 |
||||||
|
Каскад Р-506 |
2,8 |
7 |
||||||
|
Каскад Р-507 |
3,0 |
7,4 |
||||||
|
Каскад Р-508 |
4,0 |
9,5 |
||||||
|
Каскад Р-509 |
4,5 |
10,5 |
||||||
|
Каскад Р-510 |
5,5 |
13 |
||||||
|
Каскад Р-511 |
6,3 |
14,9 |
||||||
|
Каскад Р-512 |
7,5 |
17,8 |
||||||
|
Каскад Р-513 |
8,0 |
19 |
||||||
|
Каскад Р-514 |
9,0 |
21 |
||||||
|
Каскад Р-515 |
11,0 |
25 |
||||||
|
Каскад Р-516 |
13,0 |
30 |
370 |
192 |
427 |
10 |
||
|
Каскад Р-517 |
15,0 |
34 |
||||||
|
Каскад Р-518 |
16,0 |
36 |
||||||
|
Каскад Р-519 |
17,0 |
39 |
||||||
|
Каскад Р-520 |
18,5 |
42 |
||||||
|
Каскад Р-521 |
20,0 |
45 |
||||||
|
Каскад Р-522 |
22,0 |
48 |
||||||
|
Каскад Р-523 |
25,0 |
54 |
||||||
|
Каскад Р-524 |
30,0 |
64 |
||||||
|
Каскад Р-525 |
32,0 |
69 |
||||||
|
Каскад Р-526 |
33,0 |
71 |
||||||
|
Каскад Р-527 |
37,0 |
79 |
||||||
|
Каскад Р-528 |
40,0 |
85 |
||||||
|
Каскад Р-529 |
45,0 |
94 |
||||||
kts-chelny.ru