Сварка полипропиленовых труб своими руками: знакомство с технологией. Инструкция для сварочного аппарата полипропиленовых труб
инструкция. Оборудование, технология :: SYL.ru
Сварка полипропиленовых труб, инструкция по которой считается довольно краткой, но обязательной к ознакомлению, является достаточно сложным и ответственным процессом, так как ошибок допускать нельзя. Это продиктовано тем, что после демонтажа данные элементы невозможно использовать повторно. Если производить сварку, руководствуясь основными правилами и стандартами, работу сможет выполнить даже начинающий мастер, поэтому необходимо ответственно подходить к данному мероприятию.
Оборудование для скрепления полипропиленовых труб
Сварка полипропиленовых труб, инструкция к которой включает несколько этапов, осуществляется довольно просто. Для этого следует выполнить несложные процедуры:
- Сварочный аппарат служит для одномоментного нагрева деталей, которые необходимо скрепить.
- Соединенные детали должны оставаться в неподвижном положении до тех пор, пока сварной шов полностью не остынет.
Важные особенности
Если сварное соединение осуществлено по всем правилам, то его прочностные характеристики, а также показатели долговечности находятся на высоких позициях. Даже при наличии большого внутреннего давления трубопровод, состоящий из полипропиленового каркаса, может прослужить долгое время без необходимости проведения ремонта.
Прибор для сварки полипропиленовых труб является довольно простым в конструкционном плане. Его устройство не вызывает сложностей, так как прибор не содержит дополнительных деталей. Утюг для сварки полипропиленовых труб выполняет большой спектр функций. В нем установлены терморегулятор, ручка и плита, служащая для нагрева рабочей части. На сварную плиту можно прикреплять насадки. Для этого на ней оборудованы специальные участки.
Необходимые приборы
Сварные насадки обычно входят в стандартный комплект, который предназначен для беспроблемного скрепления полипропиленовых труб. С помощью большой разницы в диаметре можно решать практически любые бытовые проблемы, что обеспечивают устройства в диаметре от 20 мм до 40 мм. Рабочие поверхности, которыми обладают насадки, отличаются тефлоновым напылением, являющимся очень важным, поэтому самостоятельное изготовление сварочных элементов осуществить невозможно. Если поверхность не защитить, она будет подвергаться прилипанию пластика.
Набор для сварки чаще всего содержит внутри инструкцию, в которой не только указываются особенности использования конкретного устройства, но и дается краткое руководство, поясняющее неопытным мастерам правила и порядок действий при осуществлении сварных швов. Несмотря на важные характеристики и описание работ в инструкции, многие новички часто совершают разнообразные ошибки.
Обезжиривание торцов элементов, подвергающихся сварке
Данный этап при проведении работы является обязательным, однако многие мастера игнорируют этот пункт. Следует помнить, что и без такой процедуры обеспечивается должная сварка полипропиленовых труб, инструкция по которой не предусматривает особенных сложностей, однако в этом случае все соединения будут обладать преимущественно низким качеством, а значит, трубопровод нельзя назвать износостойким. Внутренняя поверхность фитингового элемента обрабатывается спиртом. Эта процедура производится перед началом сварки. Также следует обратить внимание на наружную часть нижней трубы, поскольку данное место также необходимо обработать спиртом.
Во время осуществления данного действия автоматически можно удалить мелкую грязь и пыль, которая часто находится на трубах, приобретающихся от изготовителя. Это поможет оградить тефлоновую внешнюю поверхность насадок от разнообразных повреждений. При этом должна соблюдаться оптимальная температура сварки полипропиленовых труб, которая равняется примерно 240-260 градусам.
Необходимые действия
Непосредственно перед осуществлением процедуры следует тщательно обработать сами насадки, так как данный аспект предусматривает технология сварки полипропиленовых труб. Для этого они осматриваются и обрабатываются спиртом, который наносится ватой. Данная процедура предназначена для того, чтобы пластик не царапал тефлоновую поверхность при снятии остатков расплавленного пластика после осуществления сварки.
Точная разметка глубины посадки
Конец трубы должен быть правильно посажен в фитинг, что обязательно регулируется при проведении работ по сварке полипропиленовых труб. Существуют фитинги различного калибра, из-за чего при приобретении конкретных марок глубина сварочного соединения меняется. Чтобы впоследствии не было осложнений, необходимо предварительно измерить ее, воспользовавшись штангенциркулем с линейкой.
Данный аспект выполняется для того, чтобы предотвратить введение трубы в специальное отверстие, которое находится в сварочной насадке, на слишком глубокий уровень. Если данный аспект не будет выполнен, проходное отверстие пострадает из-за сужения сечения, также возможна непредвиденная запайка трубы, что испортит всю конструкцию.
Специальное приспособление
Чтобы осуществить правильную разметку труб для сварки, необходимо знать множество тонкостей для правильного осуществления этого действия. Из-за всех возможных осложнений при осуществлении данного действия рекомендуется самостоятельно произвести изготовление специального приспособления, которое способно сберечь не только силы, но и нервы его обладателей. Если диаметр трубы составляет 20 мм, то для ее оптимального выполнения придется задействовать кусок трубы, составляющий 32 мм в диаметре.
Труба с диаметром 20 мм должна опускаться при посадке на глубину в 15 мм. В этом случае придется от куска трубы 32 мм в диаметре отрезать участок 15 мм в ширину, который по форме будет напоминать кольцо. Данный элемент часто применяется для уточнения разметки линии, которая указывает на глубину установки трубы.
Использование данного устройства достаточно удобно, особенно в том случае, если свариваются полипропиленовые трубы, имеющие одинаковый диаметр, в значительном количестве. Мерное кольцо можно самостоятельно модернизировать, если быстро сделать дно для него. В качестве конструкционного материала подходят как пластик, так и картон. Это указывает на то, что процесс разметки можно сократить до минимального. Время сварки полипропиленовых труб также строго ограничено, обычно оно составляет примерно 15 секунд.
Потребуется участие не менее двух человек
Если сварка полипропиленовых труб происходит там, где находится участок их дислокации, необходимо задействовать минимум два человека, чтобы исключить опасные ситуации или действия, приводящие к порче оборудования совместно с материалами для работы. Один работник обязан удерживать сварочный аппарат в правильном положении, а второй может стыковать конец основного элемента и установленный фитинг, в который включена насадка для сварки полипропиленовых труб, а затем осуществлять их скрепление между собой.
Одной из главных ошибок застройщиков часто называют нагревание конструкционных элементов дольше, чем установлено официальными нормами. Из-за такой неосторожности наблюдается сужение просвета трубы, что влияет на эксплуатационные характеристики готового трубопровода.
Сварка полипропиленовых труб, инструкция к которой не включает сложных этапов, предусматривает некоторые трудности, однако при должной внимательности выполнима даже человеком, неопытным в данной сфере. Следует проявлять аккуратность, тогда данная процедура пройдет успешно.
www.syl.ru
Сварка полипропиленовых труб своими руками: видео
 Добавить в закладки Версия для печати
Добавить в закладки Версия для печати
Достоинства сварки
Сварочные работы проводятся при помощи специального оборудования, которое можно купить в магазинах сантехнических изделий. Паяльник или инвертор для пластика представляет собой устройство, в котором зажимаются и центрируются части коммуникации, нуждающиеся в соединении.
При помощи нагревательных элементов концы труб соединяются. Такая тепловая обработка гарантирует прочное и долговечное сцепление за счет диффузии молекул полипропилена. Главным достоинством такой методики является её эффективность: в отличие от резьбовых креплений нет вероятности ослабления места зажима.
Достоинства сварки полипропиленовых труб:
- Обеспечение полной герметичности системы. Отопление, водопровод и канализация требуют полной закупорки, ведь проникновение даже небольшого количества воздуха может стать причиной поломки всей коммуникации;
- Скорость работы. Сварка производится буквально несколько минут;
- Долговечность. Если не учитывать возможные механические повреждения, то сварное соединения на полипропилене прослужит очень долго;
- Возможность соединения трубопроводов любых диаметров. Все, что понадобится – это купить фитинги нужных размеров и настроить паяльник на необходимый режим работы.
Естественно, соединение полипропиленовых труб без сварки считается более доступным, поскольку стоимость нового инвертора может варьироваться в пределах 7 тысяч рублей. Но зато, имея у себя в хозяйстве подобное приспособление, Вы сможете в любое время производить необходимый ремонт водопровода.
 Фото – раструбная сварка
Фото – раструбная сварка
Как производится сварка
Если у Вас есть оборудование для работы (паяльник или пистолет), то сварка полипропиленовых армированных труб для воды легко осуществляется своими руками. Перед началом работы Вам нужно подготовить необходимые инструменты и приспособления, в том числе фитинги, насадки для сварочного инвертора, и т. д.
Пошаговая инструкция, как производится сварка полипропиленовых напорных труб большого диаметра и малого:
- Для обрезки труб на определенные участки, используется специальный станок. Он позволяет обеспечить ровный срез с гладкой поверхностью. После этого поверхность зачищается и обезжиривается;
 Фото – отрезка нужного участка
Фото – отрезка нужного участка - Нужно определить потребную температуру для сварки. Любой термический инструмент подобного использования нагревается до 260 градусов (температура плавления полипропиленовых и полиэтиленовых коммуникаций). Это позволяет обеспечить соединение частей коммуникаций встык. Очень важно знать оптимальную температуру, т. к. если перегреть трубопровод – то он расплавится и станет менее жестким, а если не догреть, то он не соединиться должным образом. Чтобы определить нужные данные понадобится таблица времени. По ней и толщине стенок определяется временной интервал нагрева в секундах. Также определенные параметры указываются в инструкции пользователя сварочного устройства;
 Фото – температура для сварки
Фото – температура для сварки - Когда Вы включите сварочный аппарат, на нём загорится два индикатора. Практически любое приспособление оснащено датчиками включения и терморегулятора. После того как аппарат нагреется до нужной температуры, второй датчик отключится. В среднем время нагрева варьируется от 10 минут до 15;
- Сварка производится встык. Отрезки соединяются фитингами и устанавливаются в отверстие для дальнейшего температурного воздействия. Использование фитингов возможно только на коммуникациях небольшого диаметра, при этом, сварка больших сечений осуществляется муфтами. Такая ручная пайка принципиально практически не отличается от инверторной технологии. Концы закрепляются в электромуфте, после чего нагреваются до нужной температуры;
 Фото – сварка труб
Фото – сварка труб - Когда время нагрева прошло, индикатор включается, а после повторно отключается – это означает, что трубу пора доставать. При выемке старайтесь действовать аккуратно, т. к. теплый экопластик подвержен деформациям.
В зависимости от типа проводимых работ, Вам может понадобиться не только аппарат для сварки полипропиленовых труб, но и комплект насадок. Сама по себе сварочная машинка имеет довольно ограниченное количество диаметров, в то время как её область применения можно значительно расширить, если использовать насадки.
 Фото – ручная пайка
Фото – ручная пайка
Если по определенным причинам классическая сварка полипропиленовых водопроводных труб не подходит, то есть еще одна технология: холодная стыковая. Эта методика основана на использовании специальных клеевых составов. Она подойдет как для обычных, так и для армированных стекловолокном водопроводов.
Пошаговая инструкция холодной сварки труб:
- Вам понадобится клей и специальная насадка к нему. Многие производители сразу продают продукцию с узкими «носиками», подходящими для обработки тонких пластиковых креплений;
- Перед началом склеивания производится зачистка поверхности стыка. Нужно устранить всю пыль и грязь, при необходимости наждачной бумагой снять заусеницы;
- После клей заливается в фитинг, в котором стыкуются два конца трубопровода. При помощи определенных химических элементов производится диффузия верхнего слоя пластика и коммуникации соединяются. Очень удобным является то, что так можно соединять отрезки под любым углом;
- Далее, соединение фиксируется на некоторое время в специальных центрах. Для этого также может использоваться самодельная установка. В среднем, нужно обеспечить статичность крепления на 1 день. По окончании работы, система снимается и осуществляется её монтаж.
Видео: пайка полипропиленовых труб
Сколько стоит сварочный инвертор
Купить прибор для сварки полипропиленовых труб или набор с насадками можно практически в любом городе, расценки будут зависеть от типа устройства и количества насадок. К примеру, сварочный инвертор «Кобра» российского производства обойдется примерно в 3000 рублей, а пистолет для полипропиленовых труб Dytron SP-4a (Чехия) – 5000 рублей.
 Фото – набор для сварки с насадками
Фото – набор для сварки с насадками
Предлагаем рассмотреть, какова цена на сварочный утюг Candan СМ–03 (Турция) для полипропиленовых труб:
| Город | Стоимость, рубли |
| Барнаул | 2700 |
| Екатеринбург | 2700 |
| Уфа | 2800 |
| Москва | 3000 |
| Воронеж | 2800 |
| Санкт-Петербург | 3000 |
| Челябинск | 2800 |
www.kanalizaciya-stroy.ru
Сварка полипропиленовых труб:инструкция начинающим
Содержание статьи
Полипропиленовые трубы – это металлопрокат, для сборки которого используется диффузионная сварка посредством фитингов.
Заявленный срок службы труб из данного материала составляет 50 лет, но это при условии нормального давления и нормальной температуры.
Если давление в трубах значительное, тогда транспортируемая по ним жидкость должна иметь низкую температуру, и наоборот.
 Полипропиленовые трубы
Полипропиленовые трубыПолипропиленовые трубы могут быть серыми, белыми, черными и зелеными. Все цвета, помимо черного, не накладывают каких-либо ограничений в плане применения. Изделия черного цвета является наиболее защищенной от ультрафиолетового излучения.
Полипропиленовые трубы в качестве устройства системы водопровода набирают все большую и большую популярность. Сварка полипропиленовых труб видео наглядно демонстрирует, как можно самостоятельно осуществить пайку изделий
Где используются полипропиленовые трубы
- В водоснабжении домов. Они применяются для стояков, устройства труб, в качестве присоединительных элементов к сетям водоснабжения, выполненных из металла.
- В системе отопления. Они применяются в устройстве стояков отопления, для прокладки труб отопления, запуска котельной, присоединения к радиаторам из металла.
Они могут использоваться для открытой и закрытой прокладки, а так же прокладки по стене.
Категории полипропиленовых труб
- PN10 – это тонкостенные изделия, предназначенные для холодного водоснабжения, могут так же использоваться в качестве теплых полов. Номинальные показатели рабочего давления составляют 1 МПа.
- PN16 – предназначенны для разводки холодной воды при повышенном давлении и трубопроводов центрального отопления при пониженном давлении.
- PN 20 – это универсальные трубы, которые могут применяться для горячего и холодного водоснабжения с номинальными показателями рабочего давления 2 МПа.
- PN 25 – трубы, которые армированы алюминиевой фольгой. Их используют в горячем водоснабжении и центральном отоплении при номинальных показателях рабочего давления 2,5 МПа.
Что касается последней категории, то прослойка из алюминия в этом виде металлопроката находится ближе к внешней поверхности, и, как правило, на ней и делается перфорация, что позволяет не использовать клей для того чтобы скрепить слои изделия. Внешний и внутренний слой полипропилена соединяются между собой и с прослойкой из алюминия через отверстия, которые различные фирмы-производители выполняют по-разному: насквозь или на поверхности. Полипропилен в соединении с алюминием значительно повышает устойчивость и прочность труб.
За счет такого соединения изделия PN 25 обладают более тонкими стенками, что обеспечивает больший расход жидкости. Полипропилен – экологически чистый материал, он позволяет с успехом применять данный металлопрокат в системах горячего и холодного водоснабжения, а так же отопления. С помощью фитингов, хромированных и латунных вставок трубы легко комбинировать с сантехникой и стальной арматурой.
Технология соединения полипропиленовых труб
В настоящий момент разработана и опробована технология монтажа из труб полипропилена, которая осуществляется путем сборки труб различных диаметров с использованием необходимых соединительных элементов, обводов, включений, крепежной и запорной арматуры. Разработка комплектации системы позволяет осуществлять конструирование трубопроводной схемы любой сложности и конфигурации.
Сварка такого вида труб делается «на века», в дальнейшем осуществить разъем сварного соединения будет невозможно.
Сварка полипропиленовых труб
Cварка полипропиленовых труб осуществляется с помощью фитингов и конструктивных деталей. Инструмент, который непосредственно участвует в сварке, именуется в народе «паяльником».
Этапы сварки труб:
- С помощью сварочного аппарата осуществляют одновременный нагрев обеих свариваемых деталей.
- После осуществляют их соединение.
- Через непродолжительное время, которое необходимо для остывания, из аппарата достают уже готовое изделие.
Описание сварочного аппарата для труб
 Аппарат для сварки
Аппарат для сваркиУстройство сварочного аппарата довольно простое, в принципе, его можно сравнить с конструкцией обычного утюга, отличие будет только в дизайне.
Данный аппарат включает в себя терморегулятор, нагревательную плиту и ручку. В нагревательной плите сделано два отверстия, через которые к ней крепятся сварные элементы. Поскольку сварка труб невозможна без конструктивных деталей, например, фитинга, то и сварочный аппарат должен иметь несколько насадок, отличных друг от друга.
Наибольшей популярностью в домашних водопроводных и отопительныхсистемах пользуются трубы c внешним диаметром 20 и 32 мм. Узнать диаметр просто – на каждом изделии имеется соответствующая маркировка. Любой стандартный набор для сварки состоит, как правило, из четырех пар сварных элементов, благодаря которым можно решить практически любую задачу: и в плане работы с трубой 20-тимилиметровым диаметром и 40-камилиметровым.
Все сварные элементы имеют напыление тефлоном, поэтому своими руками изготовить данный прибор не получится. И даже если есть возможность выточить все составляющие на токарном станке, сильна нагретый металл, не имеющий тефлонового покрытия, будет плавить пластик и заставлять его липнуть.
 Труба и соединительный элемент
Труба и соединительный элементСварка полипропиленовых труб: инструкция для начинающих:
- В первую очередь, необходимо обезжирить поверхности свариваемых элементов. Конечно, этот пункт можно и пропустить, но тогда не стоит ждать высокого качества соединений. Торец трубы и внутренняя поверхность фитингового элемента протираются спиртом. При этом удаляются мелкие абразивные частицы и пыль, негативно влияющие на тефлоновое покрытие насадок. Перед тем, как устанавливать насадки, их поверхность так же нужно осмотреть и обработать спиртом для того чтобы предотвратить налипание расплавленного пластика. Если этого не сделать, в дальнейшем придется соскабливать засохший пластик, а это может привести к повреждению тефлонового покрытия.
- Что касается разметки глубины посадки труб, то это не менее важный момент, который необходимо учитывать при сварке труб ил полипропилена. Для определенного калибра фитинга требуется определенная глубина сварного соединения. Для измерения глубины можно воспользоваться штангенциркулем или линейкой. Таким образом удастся избежать ошибок с введением трубного металлопроката в отверстие соединяемого звена на глубину больше положенной. Иначе может произойти сужение сечения проходного отверстия или трубу вовсе запаяет.
- Для непрофессионала разметка труб может быть очень тяжелым занятием. Только опытный мастер может на глаз определить глубину посадки, остальным приходится пользоваться специальными приспособлениями.
Этим приспособлением является отрезок трубы, диаметр которой 32 мм, если работы ведутся с трубами диаметром 20 мм. С такой трубой процесс замера становится более легким и коротким. Глубина посадки трубы, диаметр которой 20 мм, составляет 15 мм. От отрезка трубы диаметром 32 мм отрезают кольцо, шириной 15 мм. Кольцо применяют для того чтобы сделать точную отметку линии, которая означает глубину посадки. Это очень удобно, когда требуется сварить между собой большое число элементов. Модернизировать разметочное кольцо можно путем приклеивания картонного или пластикового дна, процесс разметки при этом упростится еще больше. Такие кольца можно изготовить для труб любого диаметра, кроме наибольшего.
Если осуществлять сварку труб на столе или на полу, с этим может справиться и один человек, а если сваривать нужно на месте установки, без помощника не обойтись.
Сварка требует быстрых, слаженных движений. Время сварки строго определено, причем для каждого диаметра оно свое. К примеру, для изделия, диаметром 16 мм время нагрева составляет 5 секунд, на соединение отводится 4 секунды, а на охлаждение 2 секунды.
Самая распространенная оплошность – это перегрев деталей, он может привести к сужению сечения изделия.
Сварка труб
- Включение сварочного аппарата сопровождается свечением кнопки включения. Нагревается аппарат 10-30 минут в зависимости от того, какова температура окружающей среды. Температура паяльника в рабочем состоянии составляет 260 градусов. Если агрегат новый и никогда прежде в работе не использовался, он должен постоять примерно 5 минут, и только после этого его можно использовать для сварки.
- Трубу и фитинг нужно одновременно вставить в сварочную насадку на одной параллели. Продолжительность нагрева зависит от диаметра и свариваемых элементов.
- Как только труба и фитинг достаточно нагреются, их необходимо снять со сварочного аппарата и тут же соединить, неподвижно удерживая их в течение определенного времени.
- Как только соединение остынет, детали могут использоваться как единое целое.
phoenix-master.com
Как правильно сваривать полипропиленовые трубы?
Март 16, 2017
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
На чем основан принцип монтажа полипропиленовых труб
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.

Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых труб
Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях).
Температурный режим пайки
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльника
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
electrod.biz
Инструкция: пайка полипропиленовых труб своими руками. Пайка полипропиленовых труб: ошибки, рекомендации
Полипропиленовые (ПП) трубы прочно входят в обиход каждого жилья. Их универсальность дает возможность прокладывать системы водоснабжения не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для системы отопления - тоже одно из самых популярных направлений. Для того чтобы работы были выполнены качественно, следует изучить правила и секреты пайки полипропиленовых труб. А начать стоит с изучения характеристик и особенностей материала.
Виды ПП изделий
Существует несколько вариантов исполнения. Отличить их можно по маркировке, нанесенной вдоль длины изделия:
- PN-10. Применяется для систем со слабым напором не выше 1 МПа и температурой, не превышающей 45°С. Как вариант, устройство водяного теплого пола.
- PN-16. Давление в такой системе не должно быть выше 1,6 МПа, а температура не более 65°С. Применяют для подвода холодной воды.
- PN-20. Один из самых популярных видов. Используется для подводки горячей и холодной воды. Давление в такой системе может быть до 2 МПа, температура допускается до 80°С.
- PN-25. Применяется в системах отопления. Давление в системе до 2,5 МПа, температура до 95°С.
Для частного использования применяются трубы диаметром от 16 до 110 мм. 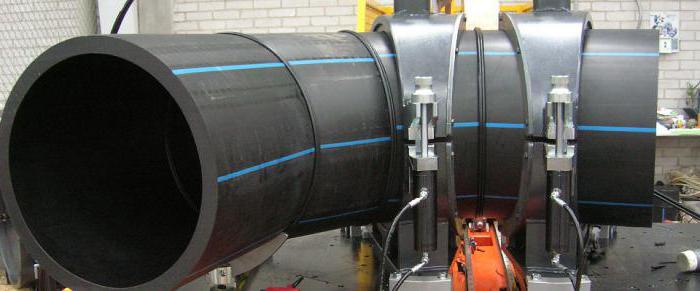 Цвет изделия на отдельные характеристики не влияет. Чаще всего встречаются изделия в белом исполнении. Исключение составляют черные трубы. Они имеют дополнительную защиту от ультрафиолетового излучения.
Цвет изделия на отдельные характеристики не влияет. Чаще всего встречаются изделия в белом исполнении. Исключение составляют черные трубы. Они имеют дополнительную защиту от ультрафиолетового излучения.
Сложно ли производится пайка полипропиленовых труб своими руками? Инструкция по работе должна соблюдаться в точности, а в остальном процесс не сложный. Для труб существует целый перечень фитингов, который тоже следует изучить.
Преимущества и недостатки ПП изделий
Такие системы обладают приличным списком достоинств:
- Долговечность материала. Срок службы до 50 лет. Достигается за счет отсутствия коррозийных процессов.
- Экологичность. Качественный материал – гарантия безопасности для здоровья человека.
- Возможность прятать в короба под плитку. Достигается за счет долговечности и герметичности системы.
- Эстетичность. Даже на открытом пространстве трубы смотрятся аккуратно.
- Практически не образуется налет внутри системы. Достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простота монтажных работ.
- Универсальность за счет большого количества соединительных элементов.
- Не проводят ток.
- Из такого материала система получается менее шумная.
- Не подвергается промерзанию. Имеет неплохой коэффициент эластичности.
К недостаткам можно отнести то, что попадется некачественный материал.
Разновидности пайки
Существует два вида соединения - встык и в раструб. Соединение по первому варианту при больших давлениях в системе может не выдержать. Поэтому самым популярным и простым способом является соединение в раструб с использованием фитингов и специального сварочного аппарата. Как показывает его инструкция, пайка полипропиленовых труб должна выполняться с точным соблюдением технологии.  Тогда качество системы будет отвечать всем требованиям и сможет прослужить до 50 лет.
Тогда качество системы будет отвечать всем требованиям и сможет прослужить до 50 лет.
Виды фитингов и их особенности
Данные системы имеют большой перечень соединительных деталей, что позволяет максимально эффективно делать разводку:
- Угловые 45° и 90°. С их помощью можно разворачивать систему от 45° до 135°. Могут быть с резьбой и без нее.
- Переходники двойные, тройные, на четыре направления. В этих вариантах также присутствуют варианты с резьбой.
- Обводы. Позволяют при пайке системы обходить места пересечения труб.
- Компенсаторы. Имеют вид петли. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную с помощью фитингов, но дешевле купить готовый вариант.
- Краны и вентили. Запорные элементы, используемые при эксплуатации трубопровода.
- Заглушки. При ремонтных работах, например, ванной комнаты, часть труб глушат до окончания облицовки плиткой. Это помогает избежать засора до начала монтажа сантехнического оборудования и течи воды.
- Крепежные элементы. Позволяют фиксировать трубы к поверхностям.
Подбор труб и фитингов к ним
В первую очередь следует прочертить схему подключения для правильного просчета материала.  Далее анализируются характеристики подключения. Как уже говорилось ранее, модели PN 20 можно использовать для подключения холодной и горячей воды, PN 25 – для отопительной системы. Трубы продаются обычно длиной от 2 до 4 м, либо бухтами.
Далее анализируются характеристики подключения. Как уже говорилось ранее, модели PN 20 можно использовать для подключения холодной и горячей воды, PN 25 – для отопительной системы. Трубы продаются обычно длиной от 2 до 4 м, либо бухтами.
Инструкция по пайке полипропиленовых труб говорит о том, что фитинги подбираются с учетом требуемых параметров и должны совпадать с наружным диаметром труб.
Инструмент для работы
Потребуется следующий перечень:
- сварочный аппарат для полипропиленовых труб с насадками;
- рулетка;
- маркер;
- специальный резак;
- подставка под оборудование;
- переноска или удлинитель;
- перчатки защитные;
- инструкция.
Пайка полипропиленовых труб должна происходит после ознакомления с технической документацией к оборудованию.
Сварочный аппарат для ПП изделий
Как правило, такое оборудование продается в отдельном чемодане. В комплект входит:
- Резак для ПП материала. Иногда приходится покупать отдельно этот инструмент, потому что в комплекте может находиться некачественный.
- Насадки для разного диаметра труб.
- Сам сварочный аппарат.
- Ключи для установки насадок.
- Инструкция. Пайка полипропиленовых труб, а также уход за оборудованием должен происходить согласной этой технической документации.
Инструкция - подготовка к работе
Для сварки системы температура окружающей среды должна быть не ниже пяти градусов.  Если это наружные работы не разрешается заниматься пайкой в мокрую погоду.
Если это наружные работы не разрешается заниматься пайкой в мокрую погоду.
Трубы, фитинги расположить так, чтобы они не мешались при проведении работ, но при этом должны быть в легком и быстром допуске. Вытащить резак положить рядом с материалом.
Сварочный аппарат достать из упаковки. Подобрать требуемые насадки. Одна должна быть дорн, вторая гильза. Первая используется для прогрева внутренней стороны фитинга, вторая – для внешней стороны трубы. Установить на оборудование и зафиксировать. Аппарат поставить на подставку. Подключить к сети, выставить требуемый температурный режим (обычно выставляется 260°С), включить. Проследить, чтобы сварочная поверхность ни с чем не соприкасалась.
Как указывает инструкция, пайка полипропиленовых труб должна осуществляться только после полного нагрева аппарата. Для этого на оборудовании сделаны кнопки с подсветкой и при полном прогревании индикатор гаснет.
Инструкции и советы по пайке полипропиленовых труб
Пайка труб имеет несколько этапов, которые позволяют добиться идеального результата:
- Отрезать нужной длины трубу. Срез делать ровный, нескошенный. Для этого используется резак. Он должен быть острым, лезвия не должны болтаться.
- Зачистить края от заусенцев и пластиковой крошки. Обезжирить поверхность. Если внутри вода - протереть тряпочкой. В любом случае и фитинг, и труба на срезе должны быть чистыми и сухими. Если будет использоваться деталь, армированная фольгой, следует снять верхний слой. Иначе пайку невозможно будет осуществить.
- Примерить элементы. Сделать отметку на трубе для ровного соединения с фитингом. В принципе, это необязательная процедура. Зависит от опыта сварщика.
- Когда происходит пайка полипропиленовых труб, инструкция должна быть уже изучена, в том числе раздел техники безопасности при работах.
Процесс сварки сподручнее будет делать вдвоем, но можно и одному.  Для этого сварочный аппарат снимают с подставки и ногой прижимают ручку к полу. На две стороны одновременно одевается труба и фитинг - каждый на свою насадку. Движения должны быть с нажимом, вкручивающимися четко параллельно земле. Делается попеременно полоборота на себя и от себя каждой рукой одновременно.
Для этого сварочный аппарат снимают с подставки и ногой прижимают ручку к полу. На две стороны одновременно одевается труба и фитинг - каждый на свою насадку. Движения должны быть с нажимом, вкручивающимися четко параллельно земле. Делается попеременно полоборота на себя и от себя каждой рукой одновременно.
Одев до упора, стоит выждать время согласно инструкции. В ней будет обязательно размещена таблица с точными данными. Одновременно снять оба элемента и вставить друг в друга вкручивающим с нажимом движением, опять выждать время согласно инструкции. На стыке должен образоваться наплыв. Он обеспечит герметичное соединение.
Бывают очень сложные переходы и соединения. Такие лучше паять частями.  Собираются несколько отдельных конструкций и на месте производят соединение. При таких участках наверняка понадобится помощь другого человека.
Собираются несколько отдельных конструкций и на месте производят соединение. При таких участках наверняка понадобится помощь другого человека.
Как видно, процесс несложный – пайка полипропиленовых труб. Инструкция, как паять, должна быть под рукой. Она даст полную информацию по времени прогревания трубы и спаивания.
Обратите внимание
Следует придерживаться техники безопасности при работе. Избегать соприкосновения с нагретыми элементами во время сварки. После работы следует отключить и дать остыть оборудованию прежде, чем его убирать.
Основные ошибки при сварке, пайке полипропиленовых труб
И вот система готова. Делается опрессовка, и в стыках течь. Вроде, все делалось по технологии, а такая неприятность вышла. В чем могут быть проблемы:
- Трубы не были достаточно прогреты. В результате шов получился негерметичным.
- Слабое стыкование. При соединении трубы и фитинга не состоялось плотное стыкование. Работы должны выполняться с напором и вставляться до упора.
- Не зачищены от заусенцев края. В результате может образоваться зазор.
- Фитинг или конец трубы были мокрые. Вода не даст полного прилегания.
- Труба и фитинг от разных производителей. Тоже может возникнуть неплотное спаивание из-за различия химических составляющих.
А может получиться обратный эффект – вода не идет по трубам.  Это может образоваться из-за перегрева элементов системы. И внутри, в месте пайки, образовалась спайка, которая и не пропускает воду. Поэтому и говорится, что должна соблюдаться полностью технология работ, когда происходит пайка полипропиленовых труб. Инструкция к каждому сварочному аппарату прилагается своя и изучить ее надо до начала работ.
Это может образоваться из-за перегрева элементов системы. И внутри, в месте пайки, образовалась спайка, которая и не пропускает воду. Поэтому и говорится, что должна соблюдаться полностью технология работ, когда происходит пайка полипропиленовых труб. Инструкция к каждому сварочному аппарату прилагается своя и изучить ее надо до начала работ.
fb.ru
Сварка полипропиленовых труб - инструкция по сварке
 Соединение этого вида материалов имеет свои особенности. Для сварки полипропиленовых труб применяется специальное сварочное оборудование.
Соединение этого вида материалов имеет свои особенности. Для сварки полипропиленовых труб применяется специальное сварочное оборудование.
Раструбная либо муфтовая сварка — это технология соединения полипропиленовых труб. Это связано с тем, что соединение производится при помощи дополнительных соединительных материалов – фитингов. К примеру, металлические виды труб свариваются встык, а полипропиленовые соединяются при помощи специальных переходников и соединительных элементов.
Инструмент и материалы для соединения полипропиленовых труб
Для выполнения всех необходимых мероприятий мастеру нужно обзавестись определенными инструментами и материалами.
- Оборудование для сварки. В состав комплекта входят такие инструменты как: сварочный аппарат, паяльник для сварки полипропиленовых труб и утюг.
- Комплект специальных насадок для паяльника. Мастера отдают предпочтение 20-миллиметровым насадкам.
- Инструмент для резки труб. Это может быть как кольцевой резчик, так и ручная пила-нож.
- Для зачистки поверхности используется два вида инструмента. Это: шейвер (устраняет загрязнение) и фаскосниматель.
- Соединительные элементы – фитинги, переходники или повороты.
- Полипропиленовые трубы.

Аппарат для сварки
Сварочное оборудование можно приобрести в любом магазине. Но если мастеру нужно соединить ограниченное количество труб, тогда аппарат можно собрать самостоятельно.
Сначала нужно взять обычный утюг и насадку, нижняя часть которой смазывается специальным термопластом (это необходимо для хорошей передачи тепла). Насадку следует прикрутить к нижней части утюга. То есть — к подошве.
Для работы у стен вам понадобится утюг с ровным краем. Соответственно, нужно отрезать острую часть. После этого нужно прогреть готовое оборудование. Температура насадки – от 260 до 270-и градусов. Температура сварки полипропиленовых труб определяется при помощи специального датчика либо подручными средствами. Можно воспользоваться кусочками олова и свинца.
Если положить олово на насадку, оно должно расплавиться до однородной жидкой массы. Температура плавления олова — от 130 градусов. Свинец должен остаться в твердом состоянии – он плавится при температуре от 300 градусов.

Сварка полипропиленовых труб – инструкция
Подготовительный этап
Нужно проанализировать место прокладки системы. Желательно разработать схему. Благодаря этому, мастер сможет собрать большие секции системы в удобном месте.
После этого можно приступать к сварке. На трубах и фитингах имеются специальные пазы, в которые располагаются на месте соединения элементы. Используя паяльник для сварки полипропиленовых труб, нагреваем места соединения. Трубы греются с внешней стороны. Фитинги – с противоположной. То есть с внутренней. При этом температура сварки полипропиленовых труб не должна превышать 170 градусов. Теперь нужно насадить один элемент на второй.
Важно помнить, что перед пайкой необходимо открыть кран, который расположен на муфте. После соединения часть пластика выступает за пределы пайки. При этом запрещается вставлять концы спаянных элементов до упора. Это может привести к тому, что оплавленные частицы полипропилена могу попасть во внутреннюю часть монтируемой системы.
После того, как собраны крупные части системы, можно будет приступать к сварке «на весу». То есть на стенах, у потолка и так далее. Сварка полипропиленовых труб, инструкция ее, предусматривает применение даже комбинированных материалов.

Напомним, что полипропиленовые материалы применяются для холодных систем водоснабжения без повышенного давления. Для более сложных систем нужно использовать армированный полипропиленовый материал. Во время сварочных работ с торцов нужно снять при помощи специального инструмента часть армирования.
На конечном этапе производства сварочных работ, системы соединяются с оборудованием. При соединении полипропиленовой трубы с котлом стоит использовать соединительные элементы с резьбой. От котла должна отходить металлическая труба длиной не менее 0.5 метра.
Сварка полипропиленовых труб, инструкция данного процесса предусматривает производство работ на всех этапах монтажа. В том числе — и при присоединении ко всем видам оборудования.
Если вы станете применять готовые паяльники, тогда необходимо ознакомиться с инструкцией по применению и обращать внимание на все датчики, в том числе — и на температурный. Это позволит производить сварочные работы самостоятельно.

swarka-rezka.ru
необходимый инструмент, пошаговая инструкция сварки труб, порядок работ

Полипропиленовые трубы нашли широкое применение в системах водоснабжения, отопления и подачи сжатого воздуха. Широкое распространение трубы из полипропилена получили благодаря своим длительному срок службы более 50 лет, простоте монтажа и сварки, а также низкой стоимости самих труб и фитингов к ним. Ключевым моментом прокладки водопровода или отопления является соединение элементов. Все элементы полипропиленовых труб соединяют с помощью сварки (пайки). Технология сварки полипропиленовых труб проста и доступна каждому, однако важно неукоснительно ее соблюдать, т.к. это залог длительного срока службы водопровода.
Для работы с полипропиленовыми трубами необходимо иметь два специальных инструмента: сварочный аппарат для полипропиленовых труб и ножницы для резки труб. Так же необходимы дополнительные элементы к сварочному аппарату — это насадки. Применяется 4 варианта насадок для труб диаметром 20 мм, 25 мм, 32 мм, 40 мм.
Перед началом сварки труб необходимо разогреть сварочный аппарат до нужной температуры. Если пайка труб выполняется в помещении при средней температуре воздуха 10 - 30 градусов, то для сварки труб диаметром 20 мм, 25 мм необходимо выставить температуру на сварочном аппарате 250 - 260 градусов, для труб диаметром 32мм, 40 мм – 270 - 290 градусов.
Если пайка труб выполняется на улице либо при пониженной температуре или на ветру, то режим работы паяльника нужно подбирать индивидуально. Как правило, в случае работы при неблагоприятных условиях, для качественной пайки труб температуру разогрева сварочного аппарата необходимо увеличивать на 20 - 30 градусов.
Перед сваркой двух элементов необходимо убедиться в отсутствии заусенцев и загрязнений на свариваемых поверхностях, и при необходимости их удалить. На соединяемых деталях необходимо поставить метки. Метки удобно делать маркером. Первая метка будет означать глубину сварки. Эту метку необходимо ставить на трубе на расстоянии 10 мм от торца трубы. Вторая метка ставится на трубе и фитинге и обозначает правильное положение элементов при соединении.
 Рис.1. Для сварки трубы и фитинга поднесите оба элемента к сварочному аппарату и насадите их одновременно на насадки. Трубу помещают в насадку до отметки, фитинг до упора. Далее необходимо удерживать соединяемые детали неподвижно. При пайке труб диаметром 20 мм время удержания должно быть около 5 с, 25 мм – 7 с, 32 мм – 8 с, 40 мм – 12 с.
Рис.1. Для сварки трубы и фитинга поднесите оба элемента к сварочному аппарату и насадите их одновременно на насадки. Трубу помещают в насадку до отметки, фитинг до упора. Далее необходимо удерживать соединяемые детали неподвижно. При пайке труб диаметром 20 мм время удержания должно быть около 5 с, 25 мм – 7 с, 32 мм – 8 с, 40 мм – 12 с.  Рис.2. После необходимой выдержке на сварочном аппарате, снимите элементы с насадок и соедините, руководствуясь метками. В таком положении необходимо удерживать детали до твердения полипропилена, примерно 5 – 15 секунд. При соединении свариваемых деталей их нельзя поворачивать друг относительно друга. Это может привести к некачественной сварке элементов.
Рис.2. После необходимой выдержке на сварочном аппарате, снимите элементы с насадок и соедините, руководствуясь метками. В таком положении необходимо удерживать детали до твердения полипропилена, примерно 5 – 15 секунд. При соединении свариваемых деталей их нельзя поворачивать друг относительно друга. Это может привести к некачественной сварке элементов. Сварку полипропиленовых труб удобно выполнять на верстаке, закрепив сварочный аппарат с помощью зажима. Естественно так можно спаять не весь водопровод, однако варить трубы с неподвижным сварочным аппаратом проще и быстрее, чем на весу. Поэтому работу по сварке следует планировать таким образом, чтобы большую часть элементов соединить на верстаке, а затем собранные части водопровода соединить непосредственно на месте.
При сварке полипропиленовых труб могут применяться различные фитинги. Наиболее распространены следующие виды фитингов:
- Муфта – предназначена для соединения отрезков труб между собой.
- Уголок – предназначен для изменения направления водопровода. Уголки могут иметь изгиб 45, 90, 135 градусов.
- Тройник – применяется для соединения трех труб.
- Обвод – применяется при пересечении труб без соединения, например, при пересечении горячего и холодного водопровода.
- Фитинг с резьбой – предназначен для перехода на дюймовую резьбу. Фитинги бывают с внутренней и наружной резьбой. Также существуют разъемные и не разъемные фитинги. Неразъемные фитинги используются для съемных элементов, например, шланг, счетчик учета воды. Разъемные фитинги применяются для соединения полипропиленового водопровода со стальным, подключения полотенцесушителя, водонагревателя и пр.
- Водная розетка и установочная планка – применяется для подключения кранов и смесителя.
В целях экономии материалов и снижения объема сварочных работ могут применяться комбинированные фитинги, например, фитинг тройник с переходом на дюймовую резьбу и др. При проектировании нового водопровода фитинги подбираются индивидуально.
Для удобства выполнения сварочных работ водопровод из полипропилена ведет от основного стояка. Большим достоинством полипропиленовых труб является возможность монтировать их в теле стены. В этом случае предварительно делают штробу для укладки водопровода. Сваривают водопровод, после чего устанавливают его в подготовленные штробы.
Мы рассмотрели технологию сварки полипропиленовых труб, а также основные элементы водопровода и их назначение. С их помощью можно сварить водопровод любой сложности, который благодаря свойствам полипропилена и качественной сварке прослужит ни одно десятилетие.
mhremont.ru